Mikä on tarkkuus ja tarkkuus CNC 4-telainen levyvalssauskone valssausprosessin aikana?
A:n tarkkuus ja tarkkuus CNC 4-rullalevyvalssauskone Valssausprosessin aikana ovat sen kriittisimpiä suorituskykymittareita, ja ne voivat vaihdella useiden tekijöiden mukaan, mukaan lukien koneen suunnittelu, komponenttien laatu ja käytössä oleva ohjausjärjestelmä. Tässä on yleiskatsaus tarkkuuden ja tarkkuuden odotuksiin:
Tiukat toleranssit:
Mittatarkkuus: 4-telaisilla CNC-koneilla voidaan saavuttaa tiukat toleranssit, tyypillisesti ±0,1–±0,5 mm riippuen materiaalista, paksuudesta ja valssatun tuotteen monimutkaisuudesta. Korkean tarkkuuden sovelluksissa tämä tarkkuustaso varmistaa, että lopputuote täyttää suunnitteluvaatimukset.
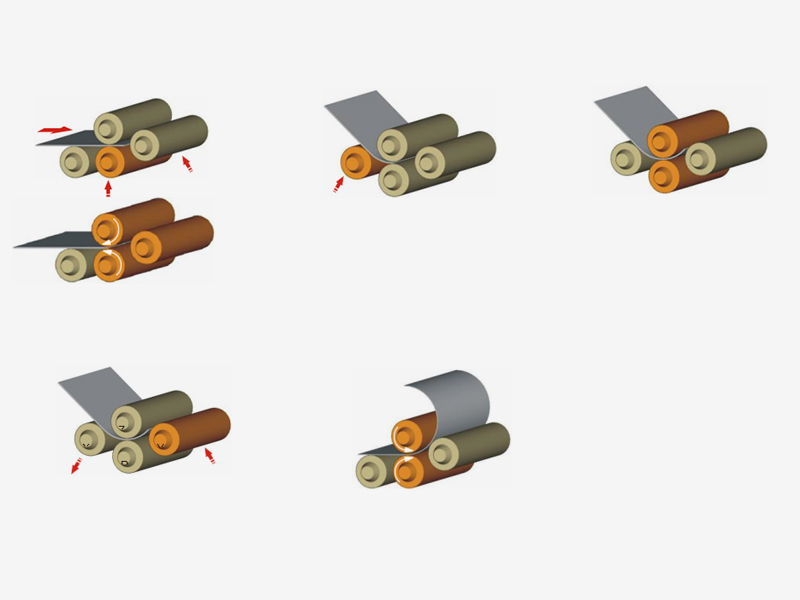
Esitaivutustarkkuus: Yksi 4-telajärjestelmän tärkeimmistä eduista on sen kyky esitaivuttaa levyä tarkemmin kuin 3-telaisissa koneissa. Esitaivutus tehdään siten, että levyn suora reuna on minimoitu, mikä parantaa taivutuksen yleistä tarkkuutta.
Tasainen vierintäsäde:
Toistettavuus: CNC-järjestelmät ohjaavat valssausprosessia erittäin tarkasti varmistaen, että valssaussäde pysyy yhtenäisenä koko prosessin ajan. Käyttökohteissa, kuten halkaisijaltaan suurissa sylintereissä, kone voi rullata levyjä tasaisella säteellä jopa pidempien pituuksien tai paksumpien materiaalien poikki.
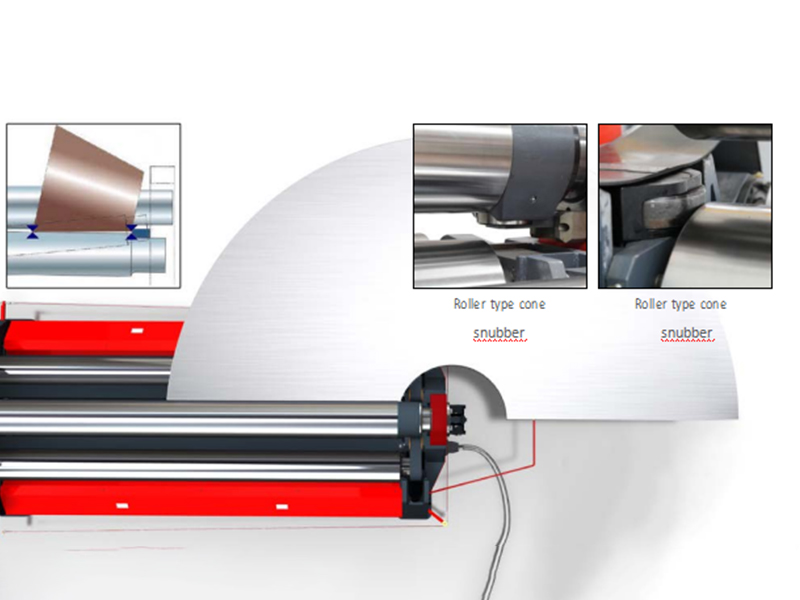
Tarkkuus sylinterimäisyydessä: 4-telan kokoonpano mahdollistaa levyn paremman hallinnan valssausprosessin aikana, mikä parantaa lopullisen muodon tasaisuutta, erityisesti sylinterin pyöreyden ja sileyden suhteen.
Materiaalin muodonmuutoksen tarkka hallinta:
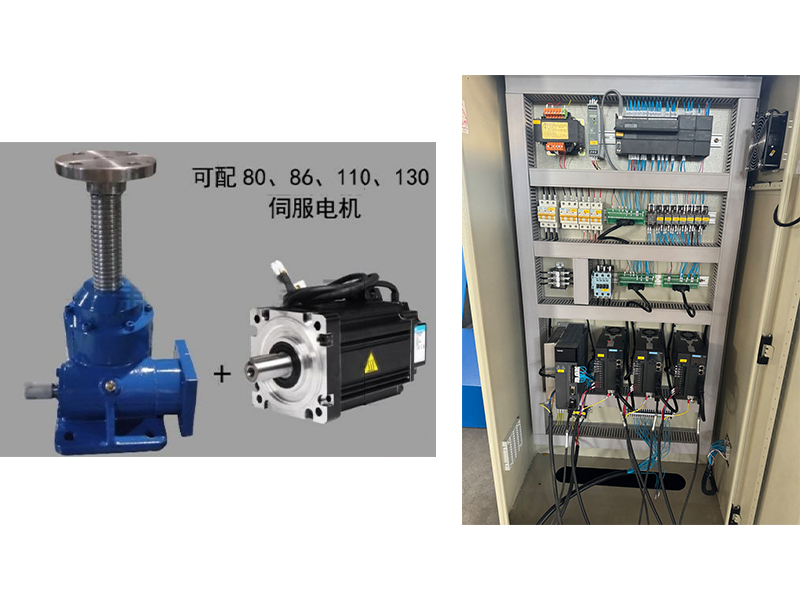
Servokäyttöiset telat: Monet 4-telaiset CNC-koneet käyttävät servokäyttöisiä teloja levyn asennon säätämiseen suurella tarkkuudella, mikä mahdollistaa tarkat säädöt valssausprosessin aikana. CNC-järjestelmä säätää automaattisesti parametreja, kuten painetta, nopeutta ja sijaintia, varmistaen tasaisen muodonmuutoksen levyssä.
Reaaliaikainen palaute: Nämä koneet on tyypillisesti varustettu reaaliaikaisilla valvonta- ja palautejärjestelmillä, jotka mahdollistavat dynaamiset säädöt valssausprosessin aikana. Tämä vähentää virheiden mahdollisuutta ja varmistaa erittäin tarkat tulokset.
Reunan laatu ja taivutuskonsistenssi:
Reunojen kohdistus: Koska CNC-järjestelmä ohjaa levyn sijaintia ja liikettä, reunan laatu paranee. Levyt kohdistetaan tarkasti, mikä varmistaa suorat ja tarkat reunat valssausprosessin aikana.
Esitaivutus ja kiinnitys: 4-telakoneen kiinnityskohta putoaa tyypillisesti suoraan levyn reunaan, mikä varmistaa mahdollisimman vähän suoria reunaosia taivutuksen jälkeen ja parantaa yleistä taivutuskonsistenssia.
Materiaalikohtainen tarkkuus:
Tarkkuus voi vaihdella hieman käsiteltävän materiaalin tyypin mukaan (esim. alumiini, teräs, titaani). Pehmeämpiä materiaaleja voi olla helpompi rullata tarkasti, kun taas kovemmat materiaalit saattavat vaatia parametrien lisäsäätöä.
CNC-ohjauksen tarkkuus:
Digitaalinen tarkkuus: Nykyaikaisilla CNC-järjestelmillä valssausprosessin hallinnan tarkkuus on erittäin korkea, ja se pystyy usein saavuttamaan alimillimetrin tarkkuuden. CNC-ohjelmisto varmistaa, että kaikkia liikkeitä ja rullausjaksoja ohjataan huolellisesti, mikä optimoi taivutus- ja rullauksen tarkkuuden ohjelmoitujen spesifikaatioiden perusteella.
The CNC 4-rullalevyvalssauskone on erittäin tarkka ja tarkka, erityisesti sovelluksissa, joissa vaaditaan tiukkoja toleransseja, tasaisia säteitä ja minimaalisia suoria reunaosia. Se ylittää perinteiset 3-telajärjestelmät tarjoamalla erinomaiset esitaivutusominaisuudet ja automaattiset, reaaliaikaiset säädöt, mikä varmistaa korkean toistettavuuden ja tarkkuuden valssausprosessissa.
 Uuden sukupolven öljy-sähköhybriditeknologia, energiansäästö ja päästöjen vähentäminen, korkea hyötysuhde ja alhainen lämpö sekä huomattavasti pienempi työmelu;
Uuden sukupolven öljy-sähköhybriditeknologia, energiansäästö ja päästöjen vähentäminen, korkea hyötysuhde ja alhainen lämpö sekä huomattavasti pienempi työmelu;