Kuinka energiatehokas on a CNC-sähköservo-nelirullalevyvalssauskone verrattuna täydelliseen hydraulijärjestelmään?
A CNC-sähköservo-nelirullalevyvalssauskone on yleensä energiatehokkaampi kuin täysin hydraulinen järjestelmä seuraavien avaintekijöiden vuoksi:
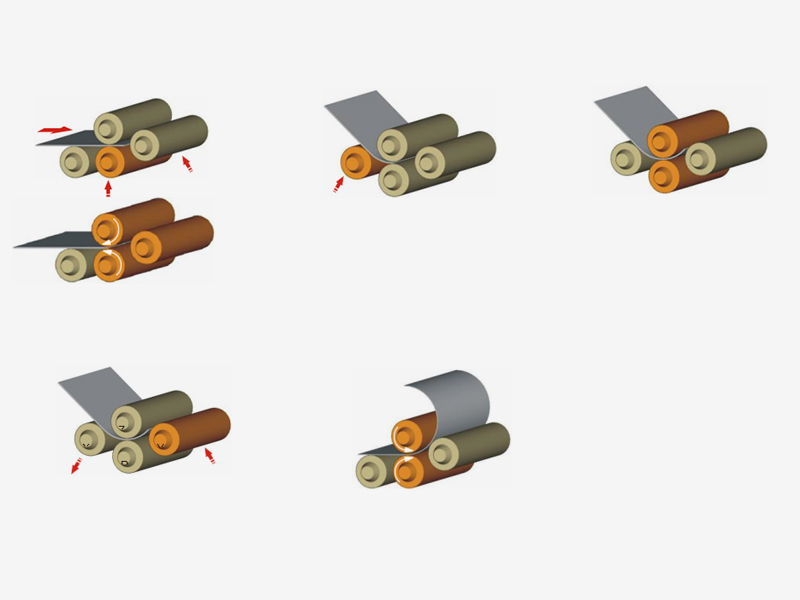
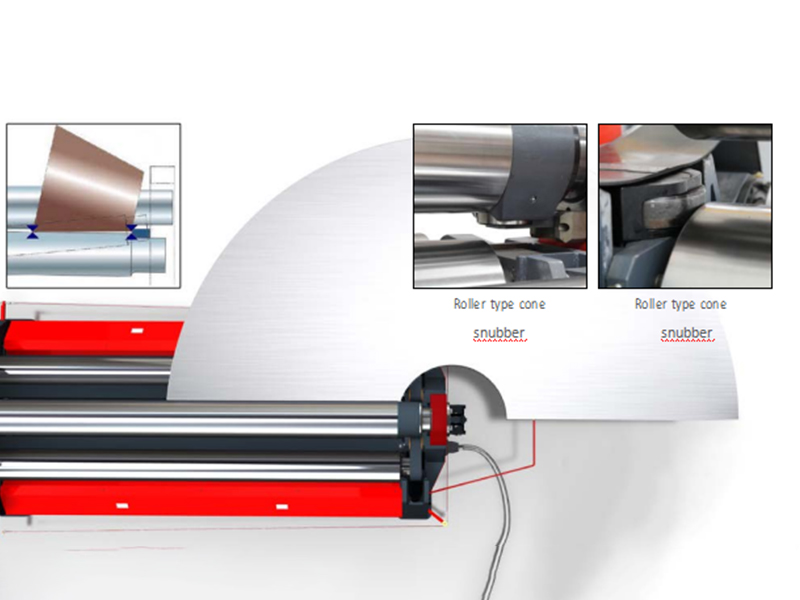
Tarkkuusohjaus
Servomoottorikäyttöiset järjestelmät tarjoavat erittäin tarkan vääntömomentin ja liikkeen hallinnan. Toisin kuin perinteiset hydraulijärjestelmät, jotka toimivat usein jatkuvasti, servojärjestelmä käyttää energiaa vain ollessaan aktiivinen, mikä vähentää merkittävästi tyhjäkäynnin virrankulutusta.
Hydraulijärjestelmät toimivat yleensä vakionopeudella ja paineella, vaikka täyttä tehoa ei tarvita, mikä johtaa energian hukkaan. Sitä vastoin servomoottori voi säätää nopeutta ja tehoa dynaamisesti kuluttaen energiaa vain niin paljon kuin tarvitaan tiettyihin toimintoihin.
Vähentynyt lämmöntuotanto
Servojärjestelmät tuottavat vähemmän lämpöä, koska ne eivät ole riippuvaisia jatkuvasti paineistetusta hydraulinesteestä. Vähemmän lämpöä tarkoittaa, että vähemmän energiaa kuluu jäähdytykseen ja järjestelmän tehokkuuden ylläpitämiseen. Lisäksi alhaisempi lämmöntuotto parantaa komponenttien käyttöikää ja vähentää kulumista.
Hydraulijärjestelmät puolestaan tuottavat merkittävää lämpöä nesteen puristumisesta ja kitkasta johtuen, mikä vaatii lisäenergiaa jäähdytysjärjestelmiin.
Energian talteenottoominaisuudet
Sähköservomoottoreissa on usein energian talteenottojärjestelmä, erityisesti hidastus- tai jarrutusvaiheessa. Tämä tarkoittaa, että energia, joka muuten menisi hukkaan, otetaan talteen ja käytetään uudelleen, mikä edistää kokonaistehokkuutta.
Hydraulijärjestelmissä energian talteenotto on paljon harvinaisempaa, koska hydraulinesteet eivät helposti salli tällaista energian talteenottoa.
Hiljaisempi ja tehokkaampi valmiustila
Kun kone on käyttämättömänä, servokäyttöiset järjestelmät voivat siirtyä virransäästötilaan tai sammua kokonaan kuluttaen mahdollisimman vähän energiaa. Nämä järjestelmät ovat erittäin hiljaisia, mikä edistää sekä energiansäästöä että miellyttävämpää työympäristöä.
Hydraulijärjestelmillä on taipumus ylläpitää vakiopainetta jopa tyhjäkäynnillä, mikä vaatii jatkuvaa tehoa tämän tilan ylläpitämiseen, mikä johtaa korkeampaan energiankulutukseen seisokkien aikana.
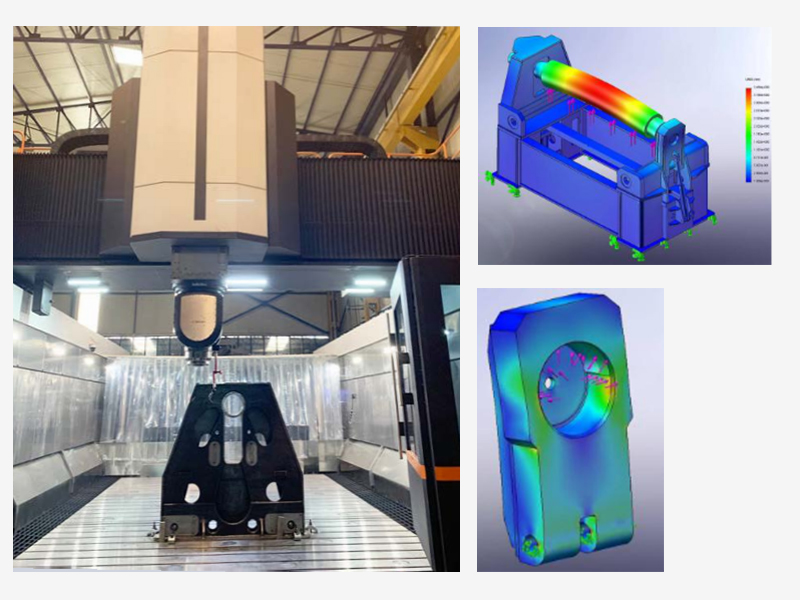
Pitkäaikainen energiansäästö
Ajan mittaan servojärjestelmä säästää energiaa kumulatiivisesti, erityisesti toiminnoissa, jotka vaativat toistuvia käynnistys-pysäytysliikkeitä, vaihtelevia nopeuksia tai erittäin tarkkaa työtä. Järjestelmä säätää tehotarpeita dynaamisesti ja estää turhan energian käytön.
Hydrauliset koneet, jotka ovat usein yksinkertaisempia ja kestävämpiä joissakin raskaissa sovelluksissa, eivät tarjoa samaa hienosäädettyä energianhallintaa, mikä johtaa korkeampiin käyttökustannuksiin pitkällä aikavälillä.
CNC-sähköservo-nelirullainen levyvalssauskone voi olla 20-50 % energiatehokkaampi kuin täyshydrauliikkajärjestelmä sovelluksesta ja käyttöolosuhteista riippuen. Tämä ero johtuu ensisijaisesti servojärjestelmän kyvystä säätää tehoa dynaamisesti, vähentää tyhjäkäynnin energiankulutusta, vähentää lämmöntuotantoa ja ottaa talteen energiaa.
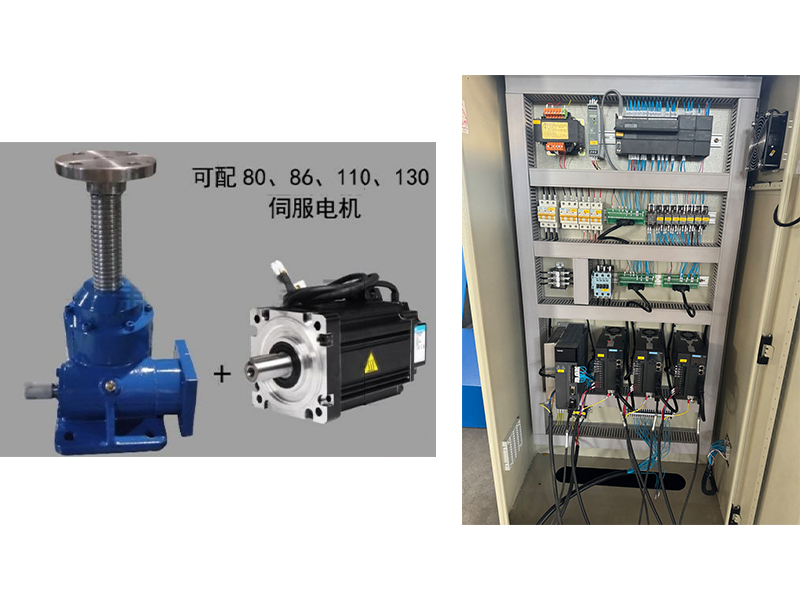
 Uuden sukupolven öljy-sähköhybriditeknologia, energiansäästö ja päästöjen vähentäminen, korkea hyötysuhde ja alhainen lämpö sekä huomattavasti pienempi työmelu;
Uuden sukupolven öljy-sähköhybriditeknologia, energiansäästö ja päästöjen vähentäminen, korkea hyötysuhde ja alhainen lämpö sekä huomattavasti pienempi työmelu;