-


Model:
+86 131-4173-2687(WhatsApp)
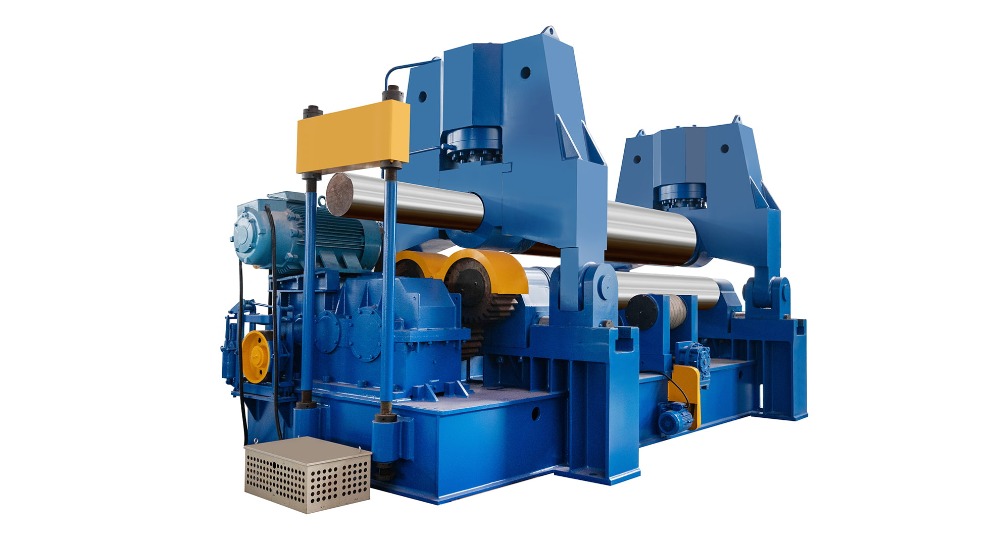
Kuinka kohdistat ja tasoitat levyvalssauskoneen ennen käyttöä?
2025-10-24
Oikea kohdistus ja vaaitus ovat tärkeitä vaiheita ennen käyttöä a levyn valssauskone . Nämä vaiheet vaikuttavat suoraan valssattujen osien tarkkuuteen, koneen käyttöikään ja valssausprosessin yleiseen turvallisuuteen. Väärin kohdistettu tai epätasaisesti vaakasuora levyvalssauskone voi tuottaa epäpyöreitä sylintereitä, aiheuttaa tarpeetonta rasitusta runkoon ja teloihin ja aiheuttaa mekaanisten komponenttien ennenaikaista kulumista.
Tasauksen ja tasoituksen tärkeyden ymmärtäminen
Levyvalssauskoneen tarkkuus riippuu suuresti siitä, kuinka hyvin se on asennettu. Kohdistus varmistaa, että telat ovat yhdensuuntaiset ja oikein keskitetty, mikä mahdollistaa tasaisen paineen levyn yli. Tasoitus puolestaan varmistaa, että koneen alusta istuu tasaisesti alustalla minimoiden tärinän ja rakenteellisen rasituksen.
Jos konetta ei ole kohdistettu tai asetettu oikein, saattaa ilmetä seuraavia ongelmia:
- Epätasainen rullauspaine: Saa aikaan levyn toisen puolen paksuuden tai tiukemman rullauksen kuin toinen.
- Epäpyöreät sylinterit: Tuloksena on kartioita tai soikioita täydellisten pyöreiden osien sijaan.
- Laakereiden ja rullien liiallinen kuluminen: Epätasaisesta kuorman jakautumisesta johtuen.
- Lisääntynyt virrankulutus ja melu: Koska rullat ovat jännityksen alaisia.
- Pienempi tarkkuus ja toistettavuus: Se johtaa korkeampiin romumääriin.
Varmistamalla, että levyvalssauskone on vaakasuorassa ja kohdistettu ennen jokaista suurta toimenpidettä tai siirron jälkeen, käyttäjät voivat säilyttää tasaisen valssaustarkkuuden ja pidentää koneen käyttöikää.
Valmistelevat tarkastukset ennen tasoitusta
Ennen kohdistus- ja tasoitusprosessin aloittamista on suoritettava useita valmisteluvaiheita vakaan perustan luomiseksi ja mittaustarkkuuden varmistamiseksi.
a. Tarkista perustus
- Betoniperustuksen tulee olla kiinteä, halkeamaton ja riittävän paksu kestämään koneen painon ja tärinän.
- Jos käytät ankkuripultteja, varmista, että ne ovat kunnolla kiinni ja sijoitetut oikein asennussuunnitelman mukaisesti.
- Puhdista pöly, öljy ja roskat pinnalta ennen sijoittamista.
b. Tarkista koneen sijoitus
- Aseta levyvalssauskone karkeasti paikoilleen käyttämällä nostolaitteita tai trukkia.
- Varmista, että koneen ympärillä on riittävästi tilaa huoltoa, syöttöä ja materiaalinkäsittelyä varten.
- Varmista, että koneen pohja on tasaisesti tukipehmusteiden päällä.
c. Tarkista valmistajan tekniset tiedot
- Katso asennusoppaasta suositellut toleranssirajat, vertailupisteet ja vaaitustoimenpiteet.
- Jokaisella mallilla voi olla erityisiä kohdistusvaatimuksia, erityisesti ylä- ja alatelojen välillä.
d. Kerää oikeat työkalut
- Tarkkuusvesivaa'at (0,02-0,05 mm/m tarkkuus)
- Kellotaulut ja magneettiset jalustat
- Tunnusmittarit
- Suorat reunat ja teräsviivaimet
- Säätölevyt tai tasoituskiilat
- Momenttiavaimet
- Laserkohdistustyökalut (valinnainen, edistyneille asetuksille)
Tarkat työkalut ja puhdas työympäristö takaavat, että lukemat ovat luotettavia ja säädöt voidaan tehdä luotettavasti.
Konepohjan vaaitus
Koneen alustan vaaitus on ensimmäinen suuri askel ja se toimii perustana oikealle telojen linjaukselle.
Vaihe 1: Karkea tasoitus
- Laske levyvalssauskone kiinnityslevyilleen tai pohjarunkoon.
- Säädä jokaista kulmaa välilevyillä tai tasoitusruuveilla, kunnes kone on suunnilleen vaakasuorassa.
- Käytä pitkää vesivaakaa, joka on sijoitettu sängyn varrelle ja rungon poikki, vahvistaaksesi alkuperäisen tasaisuuden.
Vaihe 2: Hieno tasoitus
- Aseta tarkkuustaso sängyn päälle sekä pituus- että poikittaissuunnassa.
- Säädä tasoituspultit vähitellen, alkaen keskeltä ja suuntaamalla ulospäin kulmiin.
- Tavoitteena on saavuttaa taso ±0,02 mm per metri tai valmistajan suosittelema.
- Tarkista lukemat uudelleen jokaisen säädön jälkeen ja anna koneen asettua jokaisen muutoksen jälkeen.
Vaihe 3: Suojaa ja vahvista
- Kun olet vaakasuorassa, kiristä ankkuripultit tai mutterit asteittain vuorotellen vastakkaisten puolien välillä vääristymien välttämiseksi.
- Mittaa taso uudelleen kiristyksen jälkeen, koska pultin kireys voi aiheuttaa pieniä siirtymiä.
- Jos lukemat poikkeavat toleranssin yli, toista hienosäätö.
Rullien kohdistaminen
Kun koneen pohja on oikein vaakattuna, seuraava ratkaiseva vaihe on telojen kohdistaminen yhdensuuntaisuuden ja oikean etäisyyden varmistamiseksi.
a. Tarkista ylä- ja alarullan kohdistus
- Pyöritä rullia käsin, kunnes ne koskettavat.
- Mittaa telojen välinen rako rakotulkilla useista kohdista leveydeltä.
- Kaikki vaihtelut osoittavat kohdistusvirhettä.
- Säädä sivulaakeripesät tai rullan tuet vastaavasti rakojen tasaamiseksi.
b. Tarkista sivurullan kohdistus (4-telaisille koneille)
- Sivutelojen tulee liikkua symmetrisesti ja olla yhdensuuntaisia ylätelan akselin kanssa.
- Käytä ylätelaan asennettua mittakelloa mittaamaan kulumista tai poikkeamaa, kun kutakin sivurullaa nostetaan.
- Säädä hydraulista tai mekaanista paikannusjärjestelmää, kunnes poikkeama on toleranssin sisällä.
c. Tarkista rullan keskilinjat
- Telan keskilinjojen tulee muodostaa suora, yhdensuuntainen linja koneen alustan kanssa.
- Laserkohdistustyökaluja tai kiristettyjä lankoja voidaan käyttää tämän kohdistuksen tarkistamiseen telojen koko pituudelta.
- Mikä tahansa kulmavirhe voi aiheuttaa suippenevia vierintätuloksia tai epätasaista taipumista.
d. Testaa rullan kosketuspaine
- Aseta sisään tunnetun paksuinen testilevy ja paina hitaasti.
- Tarkista, että levyn molemmat puolet saavat saman voiman tarkkailemalla taivutuskäyttäytymistä.
- Jos toinen puoli taipuu enemmän, kohdista telakotelot tai hydraulisylinterit uudelleen.
Sähkö- ja hydraulijärjestelmien tarkastus
Mekaaninen kohdistus on vain osa prosessia; myös sähköiset ja hydrauliset komponentit vaikuttavat koneen asentoon ja vakauteen.
- Hydraulisylinterien synkronointi: Hydraulisissa levyvalssauskoneissa molempien nostosylintereiden on toimittava täydellisessä synkronoinnissa. Epätasainen paine voi kallistaa rullia käytön aikana.
- Rajakytkimet ja anturit: Varmista, että raja-anturit ja päätelaitteet on kalibroitu oikein.
- Voitelujärjestelmä: Varmista, että laakerit ja ohjaimet saavat tasaisen voitelun tasaisen liikkeen säilyttämiseksi kohdistustestien aikana.
- Hydrauliset vuodot: Kaikki vuodot tai ilma järjestelmässä voivat aiheuttaa epätasapainoisia nosto- ja vierintäpaineita.
Näiden järjestelmien testaus mekaanisen kohdistuksen jälkeen varmistaa, että kone säilyttää tasaisen geometrian kuormitettuna.
Lopullinen vahvistus ja kokeiluversio
Kohdistuksen ja tasoituksen jälkeen suorita koerullaustesti varmistaaksesi, että asetus tuottaa tasaisia tuloksia.
a. Testilevyn pyörittäminen
- Valitse kohtalaisen paksuinen levy (ei koneen enimmäiskapasiteetilla).
- Syötä se rullille ja suorita osittainen esitaivutus- ja rullausjakso.
- Mittaa tuloksena olevan sylinterin pyöreys, halkaisijan sakeus ja suora sauma.
b. Mittaustarkkuus
- Käytä teippiä tai jarrusatulaa mitataksesi molemmat päät ja useita pisteitä sylinterin kehällä.
- Jos päiden välillä on yli 1–2 mm poikkeama, tarkista telan kohdistus uudelleen.
- Varmista myös, että sauma on suora, eikä se ole kierteinen - osoitus kulmavirheestä.
c. Dokumentoi tulokset
- Tallenna tasolukemat, rullan kohdistustiedot ja koetestimittaukset.
- Tämän dokumentaation säilyttäminen auttaa tulevissa huolloissa, siirroissa tai vianmäärityksessä.
Yleiset kohdistusvirheet vältettävät
- Perustarkastusten ohittaminen: Pienetkin lattian epätasaisuudet voivat vääristää runkoa.
- Ankkuripulttien kiristäminen liian aikaisin: Tasoita aina tarkasti ennen koneen lukitsemista.
- Rullan kulumisen huomioiminen: Kuluneet rullat voivat antaa vääriä kohdistuslukemia. Tarkasta ennen säätöä.
- Epätasainen hydraulipaine: Saattaa toisen puolen nostamaan tai painamaan kovemmin kuin toinen.
- Epätarkkojen tasoitustyökalujen käyttö: Tavallinen puusepän taso ei riitä; vaaditaan tarkkuustasoja.
- Lämpövaikutukset huomioimatta: Lämpötilan muutokset voivat hieman muuttaa kohdistusta; anna koneen saavuttaa ympäristöolosuhteet ennen tarkastusta.
Huoltokäytännöt kohdistuksen säilyttämiseksi
Alkuasennuksen jälkeen kohdistuksen ja tasaisuuden ylläpitäminen on jatkuva vastuu.
- Säännölliset tarkastukset: Tarkista koneen taso muutaman kuukauden välein tai raskaan käytön jälkeen.
- Säätiön seuranta: Etsi laskeutumis- tai tärinävaurioita.
- Voitelu ja puhdistus: Lika tai metallilastut voivat vaikuttaa rullan istumiseen ja tasapainoon.
- Rullan kulumisen mittaus: Tarkista ajoittain rullan halkaisijan tasaisuus mikrometreillä.
- Kalibrointitarkastukset: Tarkista CNC- tai hydraulijärjestelmien anturin kalibrointi säännöllisesti.
Ennaltaehkäisevä huolto varmistaa, että pienet poikkeamat korjataan ennen kuin ne vaikuttavat tuotannon laatuun.
Modernin teknologian rooli yhdenmukaistamisessa
Tekniikan kehitys on yksinkertaistanut ja parantanut levyvalssauskoneen kohdistusta.
- Lasertasoitusjärjestelmät tarjoavat mikronitason tarkkuuden ja nopeamman asennuksen.
- Digitaaliset kaltevuusmittarit mahdollistaa koneen kallistuskulmien tarkan mittauksen.
- CNC-kalibrointiohjelmisto tunnistaa ja kompensoi automaattisesti pienet rullan kohdistusvirheet.
- Tärinävalvontajärjestelmät auttaa havaitsemaan perustan epävakauden tai rakenteellisen epätasapainon ajoissa.
Tarkkoihin tai suuriin levyvalssaussovelluksiin näiden työkalujen integrointi parantaa merkittävästi johdonmukaisuutta ja vähentää seisokkeja.
Johtopäätös
Levyvalssauskoneen kohdistaminen ja tasoitus ennen käyttöä ei ole vain kertaluonteinen asennustoimenpide – se on laadunvalvonnan perustavanlaatuinen osa. Tasainen pohja varmistaa rakenteellisen vakauden, kun taas oikea telojen kohdistus takaa tarkat ja toistettavat tulokset.
Prosessi sisältää huolellisen valmistelun, tarkkuusmittaustyökalujen käytön, tasoituspulttien ja telatukien systemaattisen säädön sekä perusteellisen testauksen näytelevyillä. Näiden vaiheiden laiminlyönti voi johtaa viallisiin tuotteisiin, lisääntyneeseen kulumiseen ja kalliisiin korjauksiin.
Investoimalla aikaa ja huolellisuutta oikeaan asennukseen, käyttäjät voivat maksimoida tehokkuuden, pidentää koneen käyttöikää ja varmistaa jatkuvasti korkealaatuisten valssattujen levyjen ja sylintereiden tuotannon. Vaativalla metallinmuovauksen alalla tarkkuus alkaa tasaisesta ja tasaisesta alustasta – ja tämä perustus alkaa kauan ennen kuin ensimmäinen levy menee teloihin.








Copyright o Nantong Tengzhong Machinery Manufacturing Co., Ltd. All Rights Reserved.
